Here are both valve sets from both engines. From left to right, the valves are lined up starting with cylinder 3 going forward. The set on the right were removed from the acquired head where the exhaust valve covered with white residue is to be seen:

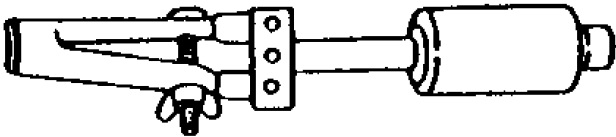
Having two seals on the middle cylinder to pull gave me an excuse for fabricating a tool similar to what the factory manual illustrated:
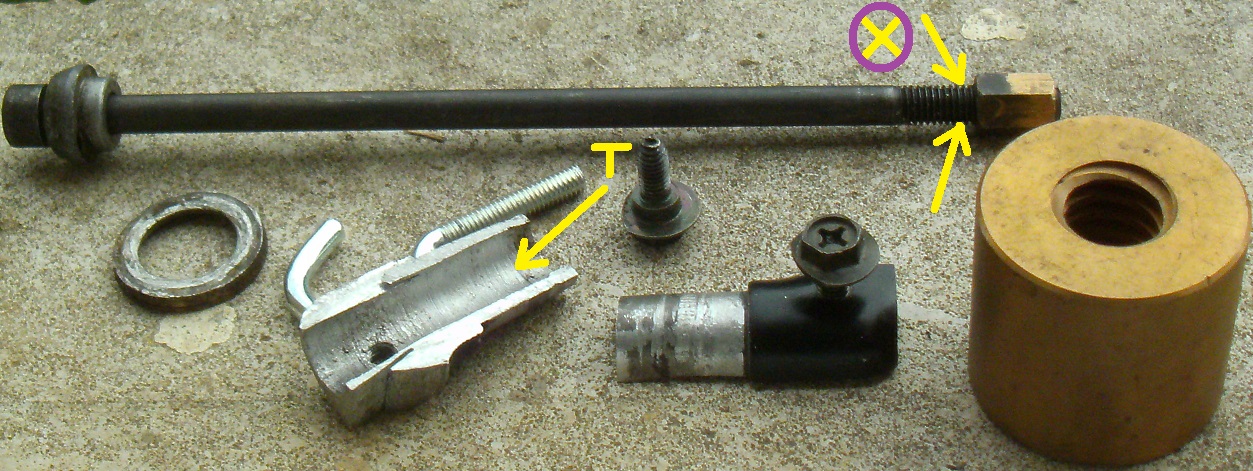
Having kept a defective light-alloy bicycle bit which removed itself from a handlebar-holding stem, it became the best candidate I had available for use:

I drilled it out to 12 mm which is the diameter of the valve guides, before finally drilling it out partially to 13 mm which is the seal’s outter diameter ([color=yellow]T[/color]), leaving a ledge which should grab the seal from underneath. Having access to a Dremel, I’ll square-off the tapered ledge 90°, in order to assure a propper grab.
[color=yellow]X[/color] is where opposing screws are to fasten the threads shown. Of course, the thinnest brass nut I could find (11 mm) will keep the tool integral, while hammering. If I had access to a 14 mm wood drill bit, a common 12 nut would have fit, not needing to Dremel the ledge:
The ring is supposed to act as a pivot, locking the tool onto the seal’s base:

It’ll need some trimming down, later on when I’m finished using it:
It’s now trimmed somewhat and a second light-alloy bushing has been introduced, gluing both onto each end of the brass hammer, using silicone:

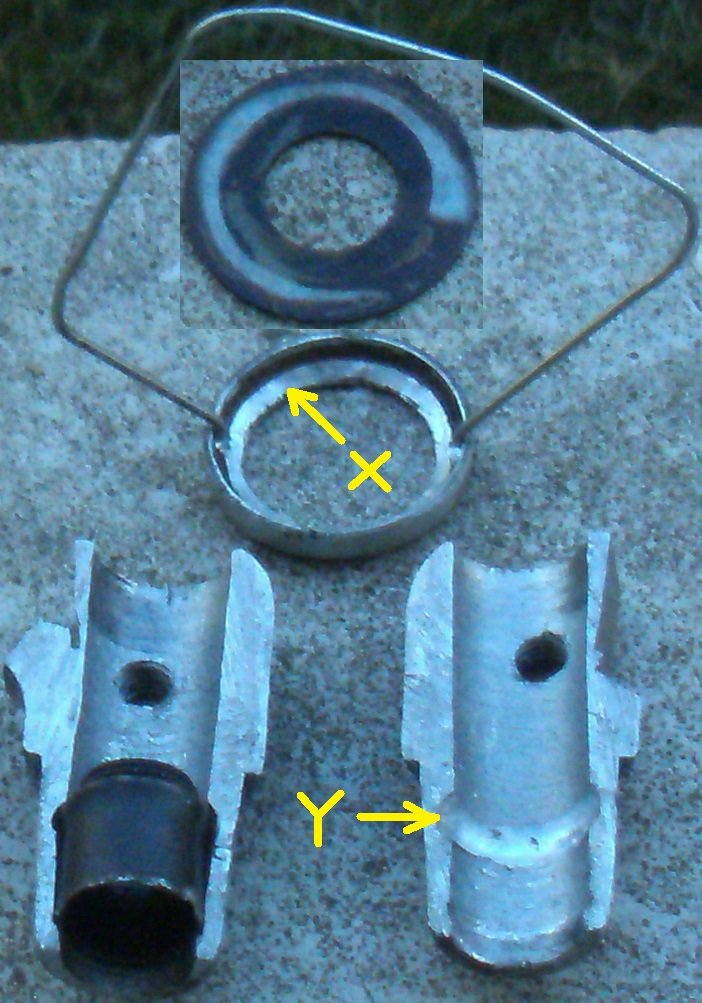
I ended up modifying it even further. A 2 mm hole needed to get drilled through opposite sides of the retaining ring, after it was filed down to the valve spring’s buffer plate’s diameter. I’ve got a propper spring for spreading within that ring somewhere. In the mean time, I bent a paper clip to fit which does the job for now. This enables me to pull the ring upwards up to the edge where it’s to serve as a pivot.
X is where I had to Dremel the ring into a V shape, allowing both tool halves to fit over the seal. That’s how tight working space is on these.
As I was shaping the tool, I didn’t regard the seal’s entire dimension, until I went to test it. It was then when I had to go Dremel accomodating grooves at Y:
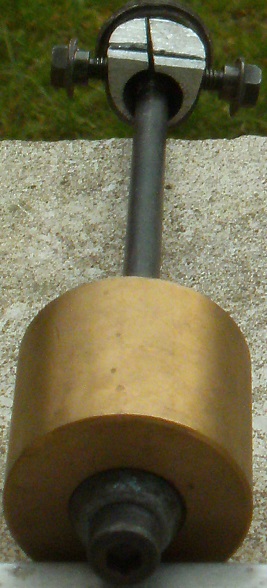
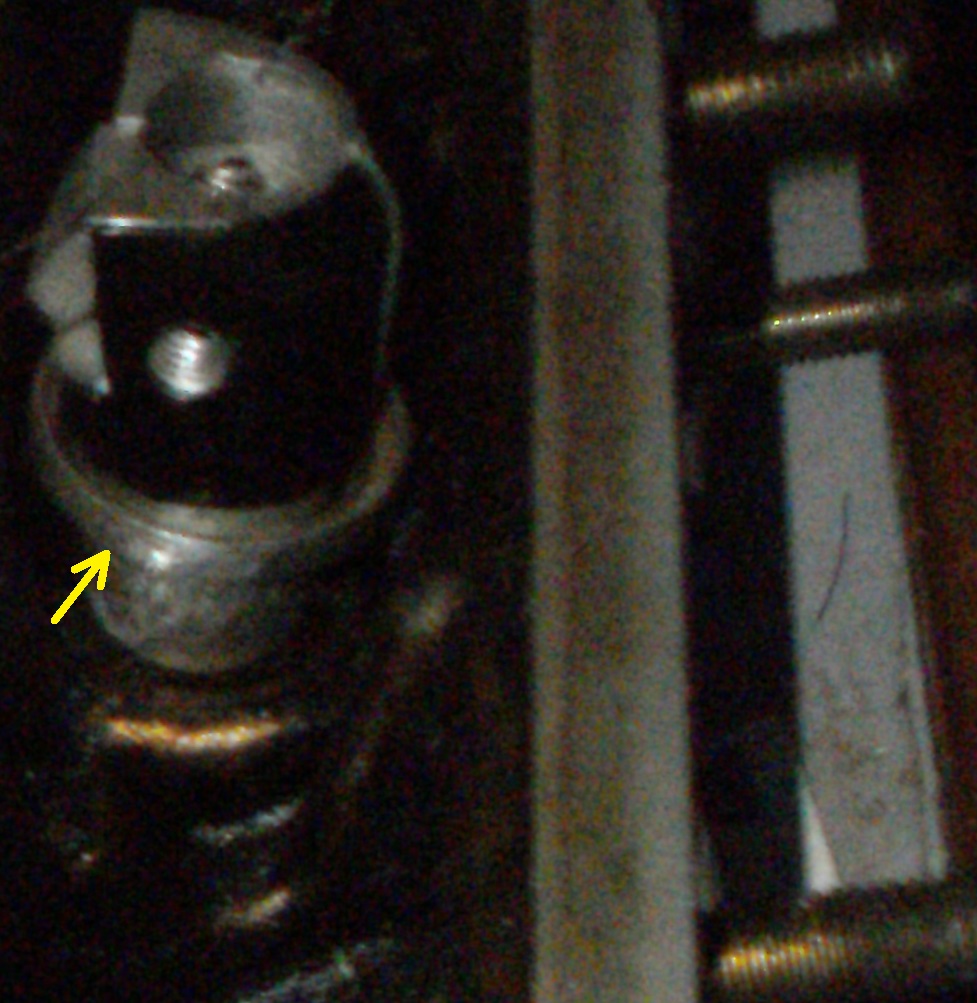
Here’s the tool’s end mounted onto a seal hammered onto the original head. The arrow’s pointing to the pivot ring placed where it’s supposed to be:

1 Like
Both remaing seals were successfully removed. They were quite stubborn, requiring at least 3 hammer strokes each. A mounting tower cast onto the exhaust side of the head required a much shorter retaining bolt, in order toclear this tower. A photograph is pending.
Again, the tool is shown ready for use, with the pivot ring in place :

Of course, this tool is only usefull with the head off. To use it wiith the engine installed a longer clamp will be needed, since it would have to clear the valve’s stem.
Previously thinking that the difficulty in removing them was the result of corrosion having developped between dissimilar metal bonds, until an accidental magnet-application discovered that the valveguides on these were some sort of iron-based alloy, to my disappointment, because the best way to reduce wear between objects that rub against each other would be to manufacture each using completely different metals of which bronze would have been ideal, as done with expensive brands. Unfortunately, manufacturing a million EDs with bronze valveguides as opposed to manufacturing these with cast iron would require six million bronze valveguides which would considerable increase production costs. More so these days, because of the demand for copper which has risen significantly.
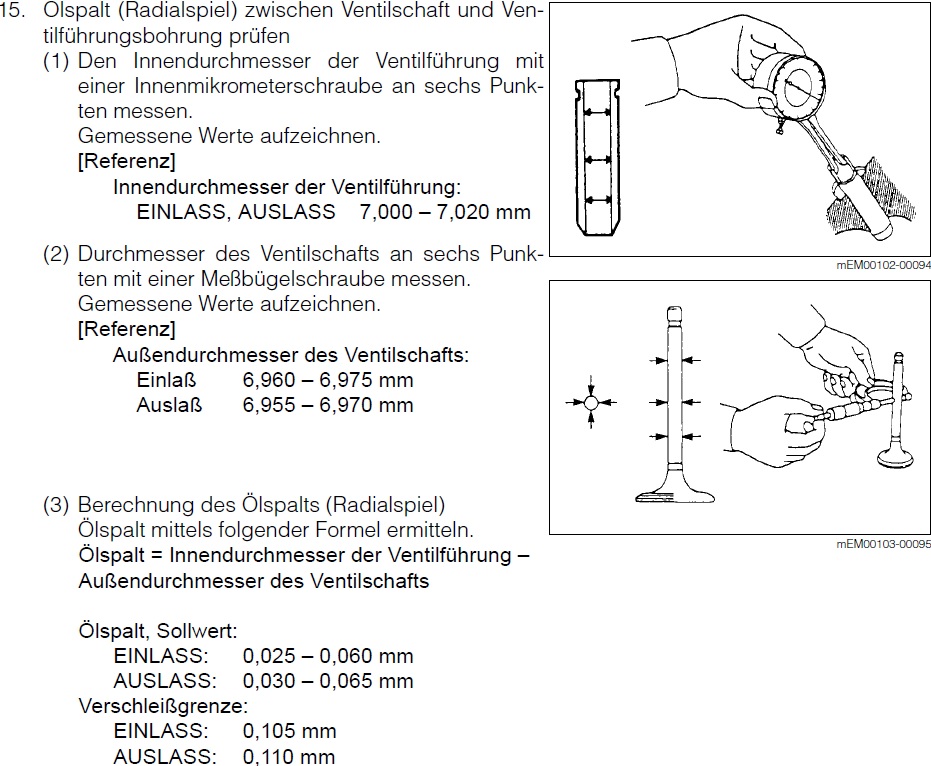
I happen to still own a set of internal measurement calipers of which I used for measuring each valve guide. Being that they’re round, I can only measure distances which haven’t been subject to the constant friction of which a rocker arm loads onto a valve stem, when a wheel isn’t placed between them for greatly reducing this lateral force:
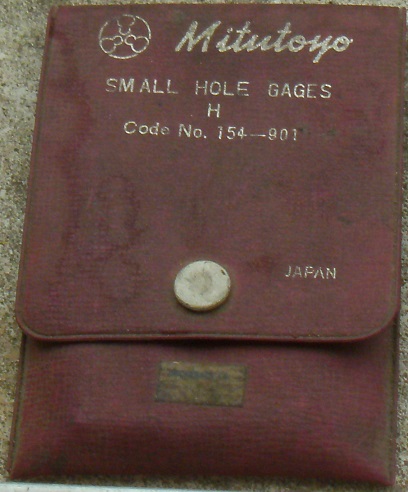

Since valve guide wear causes valve guides to wear in an oval shape, the following measuring instrument pictured upper right would be ideal, albeit quite expensive:
1 Like
During the last engine rebuild I did, it was in highschool shop class where I rebuilt my own engine. Without measuring any valve guide, the shop teacher simply brought out a knurling tool and reamer.
Without investing in a propper micrometer of which I’ll likely only use once, I’m going after a knurler which dosen’t seem to be a popular toy, over here in Europe. I’ve located a used 7 mm reamer, to be used after knurling, of course. But, I think that it wasn’t intended for valve guide use, being visually too short:

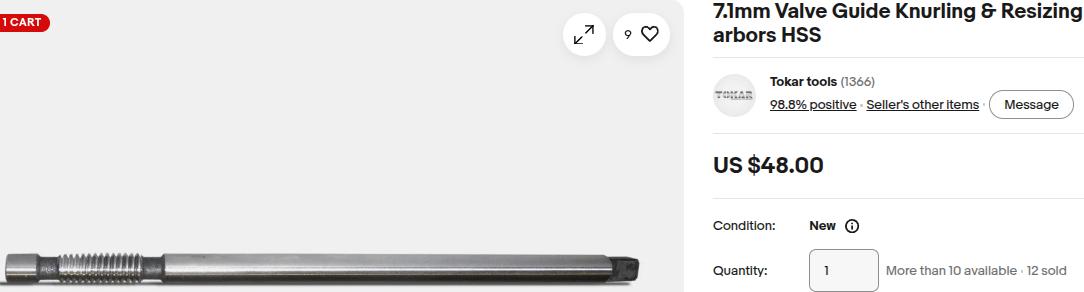
The best I could come up with was this 7.1 mm knurler available from the Ukraine:
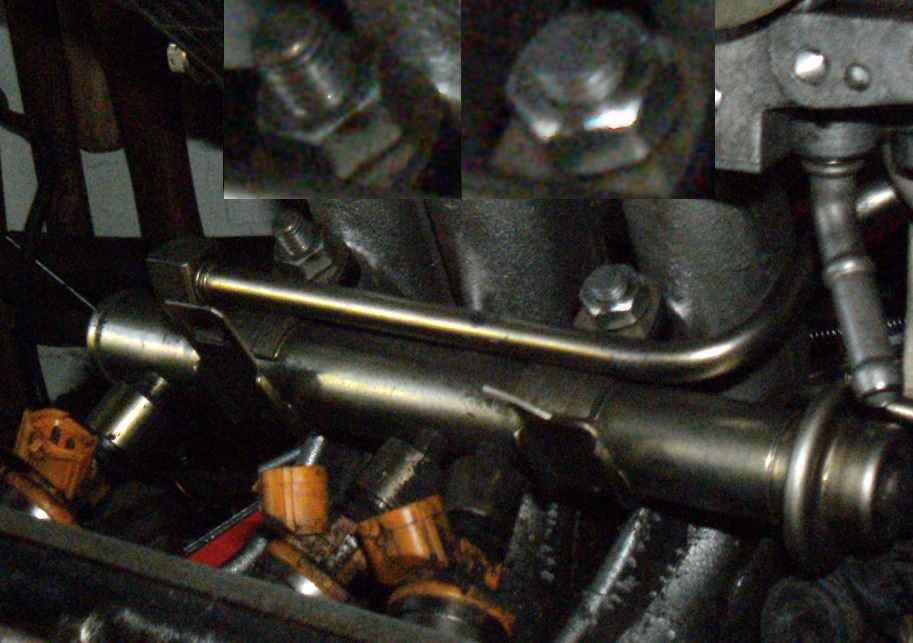
While I look everywhere for an available knurler tool, I went ahead and shortened the right side stud on the intake manifold which holds the fuel rail, so that I can install it, without causing metalurgical fatigue through bending it back and forth. Cutting off 5 mm sufficed and should be a must-do on all fuel-injected EDs:

2 Likes
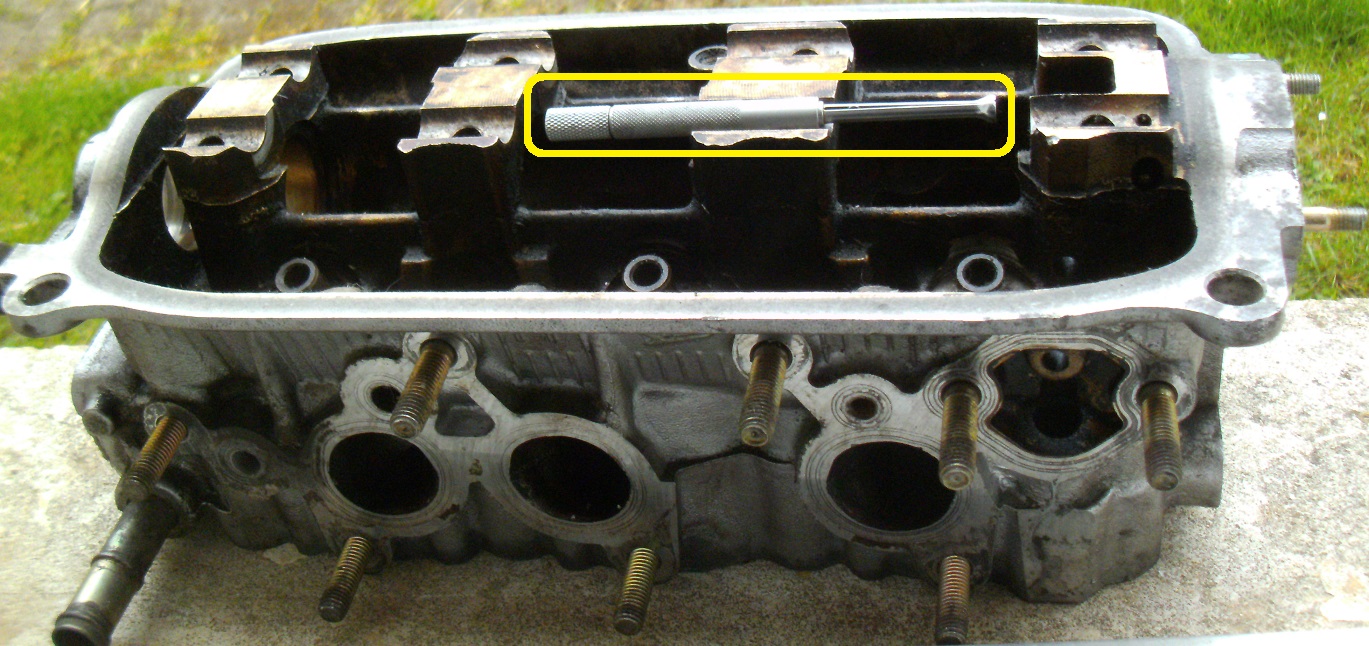
A knurling tool which I ordered arrived this week. This is this project’s turning point. I can now straighten out each valve guide and proceed to lap the original valves from this vehicle into the replacement head. Here’s the tool demonstratively placed into a valve guide. I’ll do another photo session under better lighting, tomorrow morning, when the sun hits my window:

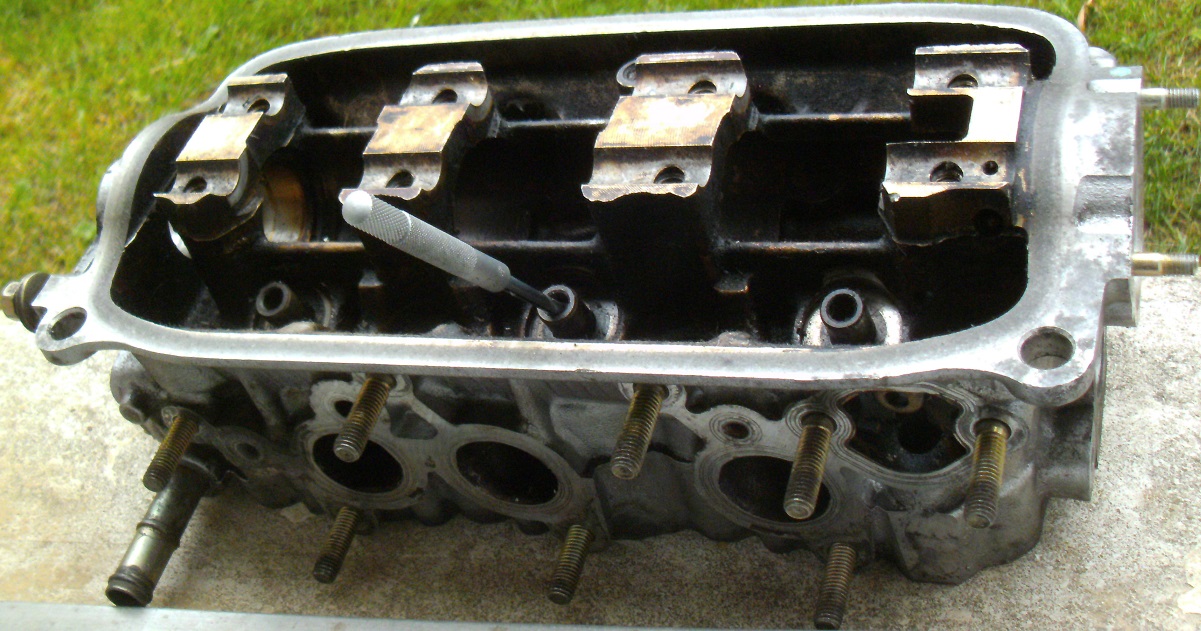
I’ll be starting from the combustion chamber’s side, as pictured, because of how these guides typically wear, taking the brunt of axial pressure at the top where the rocker arms move across the valve’s stem, leaving an eccentricly-worn cone. Starting out where the guide is least worn will guarantee that the tool gets aimed through the guide’s center.
The tool was simply placed into that guide, without beginning to turn it. It stopped somewhere in the middle of the tool’s threads, indicating that the 7.1 mm choice was appropriate. For guides that are worn to higher severity, knurling tools are available from this company in also 7.2 mm and 7.3 mm increments.
Even though the price is set in U.S. $s, I was able to pay in €s, having dealt directly with the company. They were very helpful and patient with initial payment difficulties which had to do only with my bank’s procedural methods of which I needed to visit the nearest bank in person for getting a personal tutorial on how they set up international payments in general, given that chat bots and cryptic website designs posed obstacles to those who don’t have programmer mentalities.
They catalog a variety of engine rebuilding tools. I highly recommend them, especially given that these prices are comparitively modest